
24小时咨询热线:15176959931
联系人:熊先生
手 机:15176959931
电 话:15176959931
地 址:广州市天河区华观路1963号天虹科技园

真空辊在加工过程中,数控机床、刀具、夹具和工件所构成的工艺系统在总切削力、夹紧力、重力、惯性力等作用下,会产生相应的变形,从而破坏已经调整好的刀具和工件间的相互位置,造成真空辊加工误差。工艺系统不具备绝对刚性,在外力作用下总会产生变形和位移,其变形的大小不但…

在真空辊加工中,机床、夹具、刀具和工件组成了一个完整的系统,称为工艺系统,加工精度问题也就涉及到整个工艺系统的精度问题。工艺系统中各个环节的种种误差,在不同的具体条件下,以不同的程度和方式反映为真空辊的加工误差,因此,把工艺系统的误差称为原始误差。原始误差主…
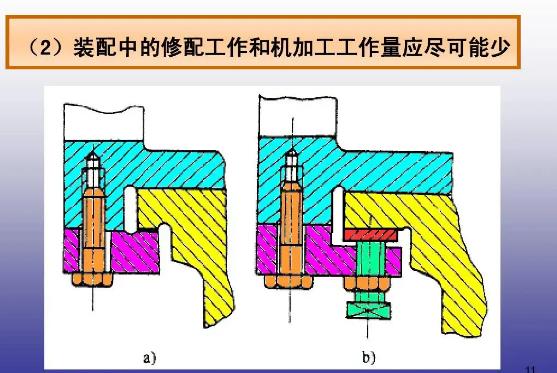
真空辊产品的精度要求,最终是由装配来实现的。根据产品的结构特点、性能要求、生产纲领和生产条件,可采用不同的装配方法来保证其精度要求,装配方法有:互换法、选配法、修配法和调整法。装配方法与尺寸链的解算方法密切相关,同一项真空辊装配精度,采用的装配方法不同,其装…
角度装配尺寸链的封闭环就是真空辊装配后的平行度、垂直度等技术要求。尺寸链的查找方法与长度装配尺寸链的查找方法相同。图中所示的真空辊装配关系中,铣床主轴中心线对工作台面的平行度要求为封闭环。分析铣床结构后知道,影响上述装配精度的有关零件有工作台、转台、床鞍、升…
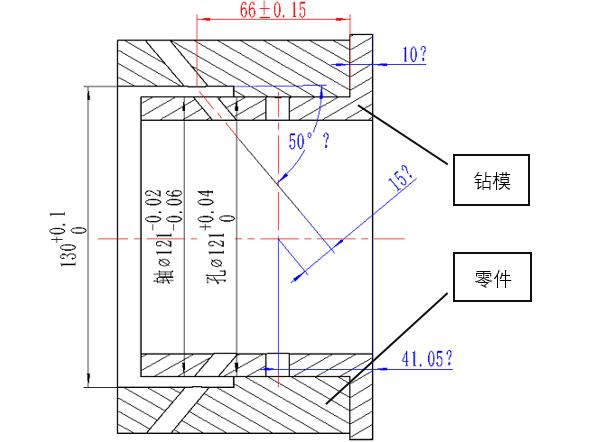
真空辊及其部件都是由零件组装而成的,因而零件精度特别是关键零件的加工精度,对真空辊装配精度有很大的影响,例如普通车床精度标准中的一个检验项目规定尾座移动对溜板移动的平行度,就主要取决于床身导轨A与B的平行度。又如图所示的车床主轴锥孔轴心线和儿座套简锥孔轴心线对…
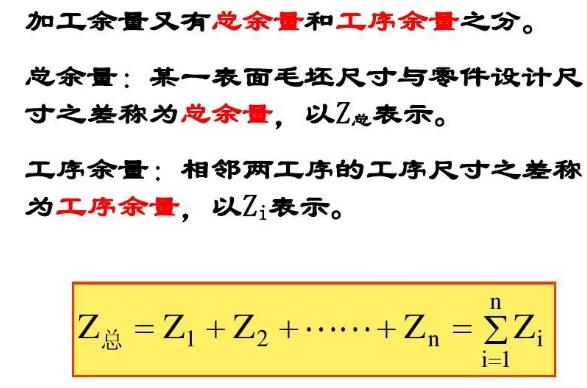
在真空辊工艺过程中,加工余量过大会影响生产率,浪费材料,并且还会影响真空辊精加工工序的加工质量。加工余址也不能过小,过小则会造成工件局部表面加工不到,从而产生废品。因此,校核此加工余量,对加工真空辊余量进行必要的调整是制定工艺规程的不可少的工艺工作。由于粗加…
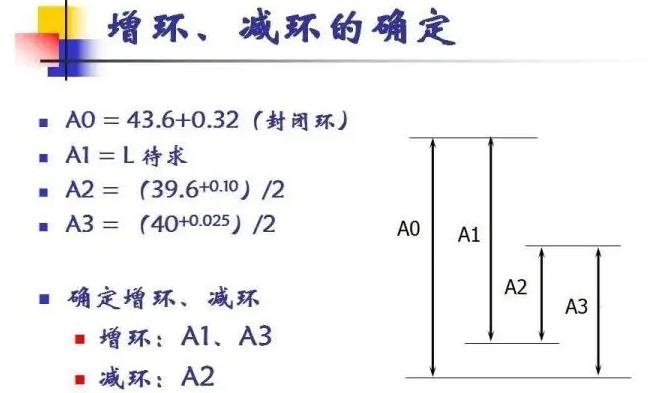
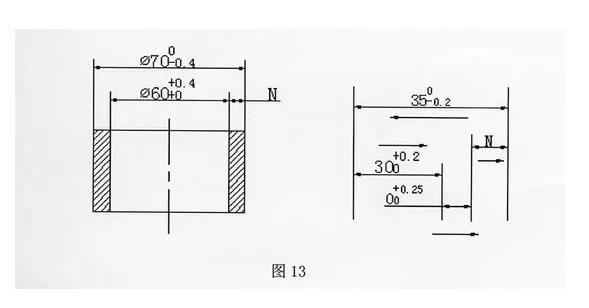
在真空辊装配尺寸链中,装配精度就是封闭环。而在工艺尺寸链中,封闭环的查找对初学者并非易事,因为如果真空辊加工方案发生变化,则封闭环与组成环就会发生变化。例如图所示零件,当以表面3定位车削表面1获得尺寸A1 、然后以表面1为测量基准车削表面2获得尺寸A2时,则间接获得…
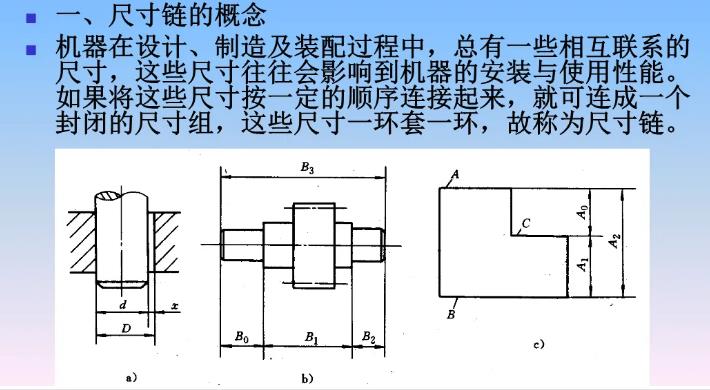
尺寸链是揭示真空辊加工和装配过程中尺寸之间内部联系的重要手段。图为定位套, A0与A1 ,对于图纸上标注的尺寸,当按零件图加工时,尺寸 Ao 直接测量不方便,但尺寸容易测量A2.间接保证加工A0要求。当然,这必须分析A1、A2和A0之间的内在关系。图为真空辊装入孔,其装配精度A0…
 扫一扫咨询微信客服
扫一扫咨询微信客服服务热线
