
24小时咨询热线:15176959931
联系人:熊先生
手 机:15176959931
电 话:15176959931
地 址:广州市天河区华观路1963号天虹科技园

真空辊在实际加工过程中为了保证产品品质和精度要充分考虑各工序先后顺序,在加工时应重点把握以下几点:机械加工真空辊工艺安排时,总是先加工好定位基准面,即基准先行。主轴加工也总是首先安排铣端面钻中心孔,以便为后续工序准备好定位基准。为了使真空辊中心孔能够在多道工…

45号钢常用于轴类零件材料;对于精度中、转速高的轴,可选择400Cr等合金结构钢;对于精度较高的弧形辊轴,可以选择轴承钢GCrl5和弹簧钢65Mn球墨铸铁也可以选择;对于高速和重量大,在08个载荷条件下工作的轴,可选择CrMnTi、20Mn2B、20Cr低碳合金钢或38CrMoAl氮化钢。 弧形辊…
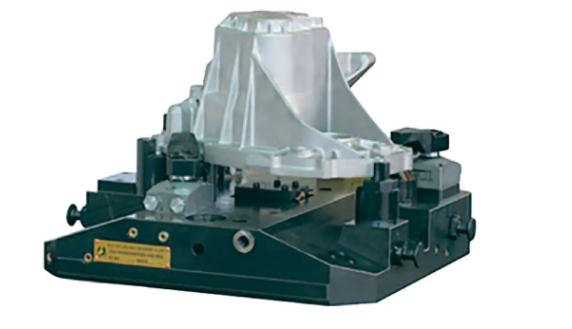
在气胀卡盘加工过程中,决定工件加工精度的原因有很多。与夹具相关的因素如图所示,有定位误差△D、对刀误差△T、机床上夹具的安装误差△A和夹具制造误差等。在机械中工艺系统中,由于机床精度、工具的精度、工具和机床的位置精度、工艺系统的力变形和热变形而引起的处理误差统…
真空辊在数控机床上使用的夹具包括通用夹具、通用可调夹具、组合夹具、模块化夹具、组合夹具 还有专用夹具。数控机床夹具有高效、灵活、高精度的特点。除了要遵循一般设计原则,还应注意以下特点: 1、真空辊数控机床夹具应达到较高的精度,以满足数控加工的精度要求。 2、真…

随行夹具是自动线路上使用的移动夹具。主要用于形状复杂、输送基面不好的工件或输送雄性表面好但材质柔软的工件。工件和夹具由输送带依次送到每个工位.而随行夹具体每台机床的固定夹具也需要定位和夹紧 ,在这种设计中,应注意随行夹具有以下问题. 工件在随附夹具中的定位与在一…
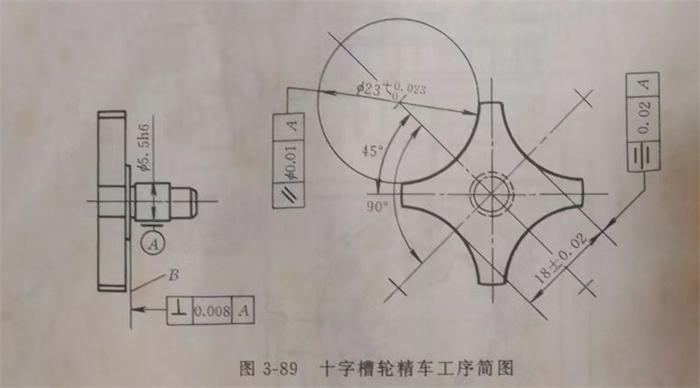
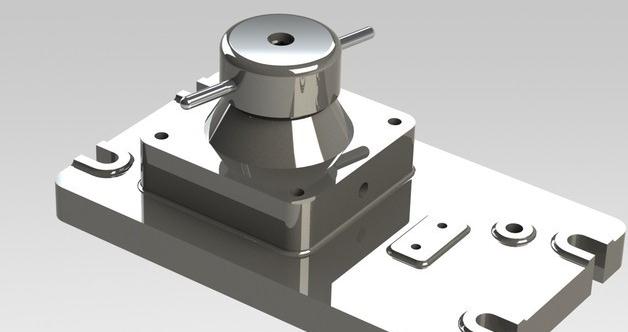
1、花盘式气胀卡盘夹具 图为十字槽轮零件精车圆弧工艺简图。这个过程要求确保到处都是0.023mm圆弧;对角圆弧位置尺寸18±0.02mm对称度公差0.02mm; 0.023mm轴线与5.5h6轴平行度允差0.01mm。 如图所示,工件加工气胀卡盘夹具h6外圆柱面和端面B、半精车的22.5h8圆弧表面(精车第二…
 扫一扫咨询微信客服
扫一扫咨询微信客服服务热线
