
24小时咨询热线:15176959931
联系人:熊先生
手 机:15176959931
电 话:15176959931
地 址:广州市天河区华观路1963号天虹科技园

在气胀轴加工过程中,应注重基准统一和余量均匀的原则,使所选定位基准精准可靠,夹紧机构简易化,操作易用性。具体分为以下两点。在气胀轴的整个生产过程中,或在一些相关的过程中,尽量使用同一个(或一组)定位基准进行定位,这就是所要求的基准统一原则。基准统一原则可以让夹…

在加工气胀卡盘时,应尽量使用定位基准与设计基准重合,以避免因基准不重合而引起的定位误差。通常,为了确保零件的设计尺寸采用两种定位方案。1、以底面为主要定位基准 2、以顶面为主要定位基准 由于铣刀是相对于夹具定位面(或机床工作台面)进行调整的,所以刀具调整后位置不会…

在真空辊定位粗基准时,应遵循粗基准只能有效使用一次的原则。粗基准本身是未经加工的空白表面,其精度和表面粗糙度较差。如果粗基准被重复用于一个(或多个)自由度,则无法保证两次装夹工件和机床.刀具的相对位置一致性降低了两次夹紧下加工的表面之间的位置精度。真空辊法兰…

弧形辊在加工时选择工件上的哪些表面作为定位基准,是制订工艺规程的一个很重要的问题。在以往的工序中,只能用工件上未经加工的毛坯表面作为定位基准,这种定位基准称为粗基准。随着弧形辊工艺的改进在以后的工序中,则采用经过加工的表面作为定位基准,称为精基准。在选择弧形…
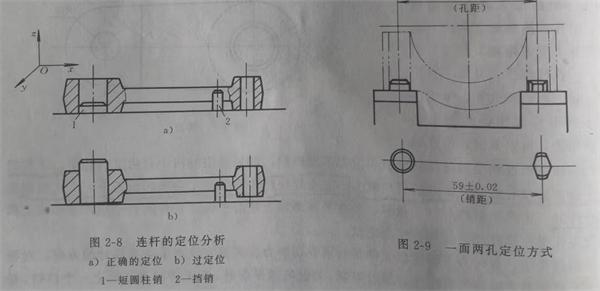
气胀轴在加工过程应正确处理好过定位,避免切削加工中产生振动,从而影响加工精度。下图中为加工气胀轴连杆小端孔时的定位方式。端面与支承板3接触,限制了Z、X、Y三个自由度,大端孔内设一短圆柱销1,限制了X、Y两个自由度,杆身靠在挡销2上,限制Z自由度,实现六点定位。此时…
真空吸附辊加工时,工件的8246个自由度被完全限制的称为完全定位,但不是生产中的任何工序都应该完全定位的,需要限制哪几个自由程度和哪几种自由度,主要由真空辊加工工件的要求决定。在考虑工件定位时,首先要根据工件的加工要求确定必须限制的自由度。在进行这一分析时,有时可…
 扫一扫咨询微信客服
扫一扫咨询微信客服服务热线
