
24小时咨询热线:15176959931
联系人:熊先生
手 机:15176959931
电 话:15176959931
地 址:广州市天河区华观路1963号天虹科技园
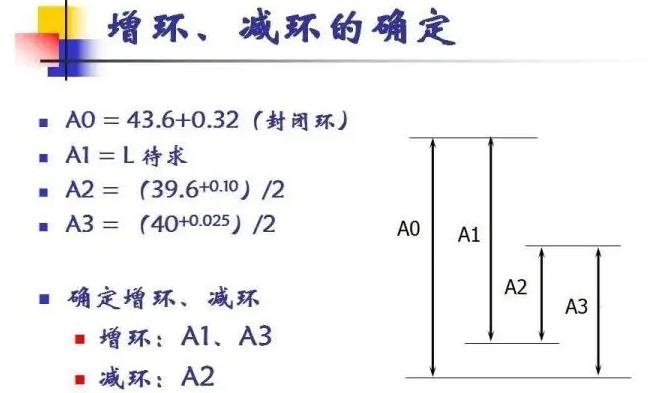
在真空辊装配尺寸链中,装配精度就是封闭环。而在工艺尺寸链中,封闭环的查找对初学者并非易事,因为如果真空辊加工方案发生变化,则封闭环与组成环就会发生变化。例如图所示零件,当以表面3定位车削表面1获得尺寸A1 、然后以表面1为测量基准车削表面2获得尺寸A2时,则间接获得…

连杆材料一般采用45钢或40Cr、45Mn2等优质钢或合金钢,也有采用球墨铸铁的。钢制连杆都用模锻制造毛坯。连杆毛坯的锻造工艺有两种方案:连杆体和盖分开锻造、连杆体和盖整体锻造。从锻造后材料的组织来看,分开锻造的连杆盖金属纤维是连续的,因此具有较高的强度;而整体锻造的…

齿形加工方案的选择,主要取决于齿轮的精度等级、结构形状、生产类型和齿轮的热处理方法及生产条件,对于不同精度的齿轮,常用的齿形加工方案如下:调质齿轮用滚齿或插齿就能满足要求。对于淬硬齿轮可采用:滚(插)齿齿端加工一淬火校正孔的加工方案,但在淬火前齿形加工精度应…
真空辊珩齿是一种对热处理后的齿轮进行精整加工的方法。珩齿的运动关系和所用的机床与制齿相似,不同的是珩齿所用的工具(珩轮)是含有磨料的塑料齿轮。真空辊切削是在珩轮与齿轮的“自由啮合”过程中,靠齿面间的压力和相对滑动来进行的。珩齿速度一般为1-3m/ s ,比普通磨削速…

齿轮的齿形角误差主要取决于滚刀齿的齿形角误差。滚刀齿的齿形角误差是由刀齿制造过程中铲磨齿产生的齿形角误差、刀齿前刀面产生的非径向误差和非轴向误差引起的。刀齿前刀面非径向误差对齿形误差的影响,刀齿前刀面的非径向误差通常为0°(即刀齿前面的刀面在径向平面内),前角(…

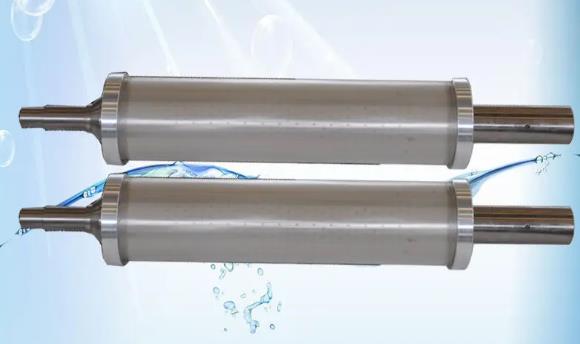
真空辊通过吸附力使超薄材料在设备中高速运行,在实际传送过程中由于产线较长,薄膜材料在运输中会产生位移向两边倾斜,此时如果不把偏移材料纠正的话,可能会导致材料出现严重损耗,进而影响整条生产线的正常运行。纠偏控制系统就能很好的解决位移这个问题,通过纠偏控制系统薄…
 扫一扫咨询微信客服
扫一扫咨询微信客服服务热线
