
24小时咨询热线:15176959931
联系人:熊先生
手 机:15176959931
电 话:15176959931
地 址:广州市天河区华观路1963号天虹科技园

淬火的目的主要是使气胀卡盘钢件得到马氏体(或贝氏体)组织,提高钢的硬度和强度,与适当的回火相配合,可以更好地发挥钢材的性能潜力。因此,重要的结构件,特别是承受动载荷和剧烈摩擦作用的零件,以及各种类型的工具等都要进行淬火。不同的钢种其淬火加热温度也不同。非合金…
在气胀卡盘加工过程中,决定工件加工精度的原因有很多。与夹具相关的因素如图所示,有定位误差△D、对刀误差△T、机床上夹具的安装误差△A和夹具制造误差等。在机械中工艺系统中,由于机床精度、工具的精度、工具和机床的位置精度、工艺系统的力变形和热变形而引起的处理误差统…
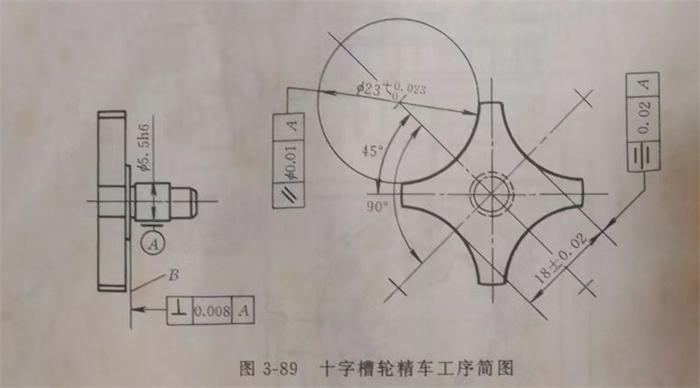
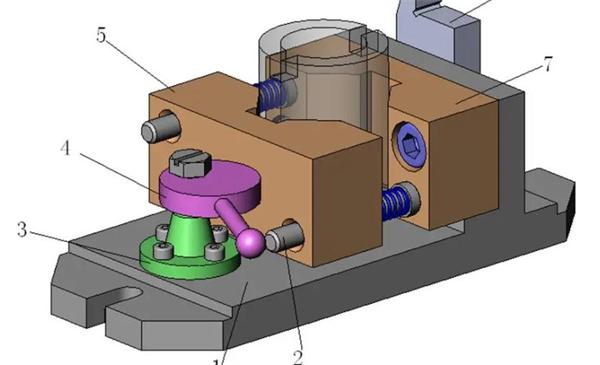
1、花盘式气胀卡盘夹具 图为十字槽轮零件精车圆弧工艺简图。这个过程要求确保到处都是0.023mm圆弧;对角圆弧位置尺寸18±0.02mm对称度公差0.02mm; 0.023mm轴线与5.5h6轴平行度允差0.01mm。 如图所示,工件加工气胀卡盘夹具h6外圆柱面和端面B、半精车的22.5h8圆弧表面(精车第二…
气胀卡盘在机床上安装夹具有两种形式。一种是安装在机床工作台的平面上(如枪床和锋面 床、钻床等),另一种安装在机床的旋转轴上(如车床、内外圆磨床等)。安装在机床工作台上的气胀卡盘夹具的具体底面是夹具的安装基准面.应进行更精确的处理(如研磨、刮削等。),以确保夹具的定…

当工件的加工面以中心元素(轴线、中心平面等)为工艺基准时。),为了减少基准重合, 气胀卡盘定心夹紧机构应采用定位误差。定心夹紧机构有两种功能:定心(对中)和夹紧。例如,卧式车床的三爪自定心卡盘是最重要的 定心夹紧机构的典型例子。根据其定心作用原理,气胀卡盘定心夹…

当气胀卡盘一批毛坯料依次定位在夹具上时,夹具上每个工件的位置不可能完全一样,这就会导致气胀卡盘加工后每个工件的加工尺寸出现误差。由于工件定位而产生的工艺基准在工艺尺寸上的最大变化称为定位误差Ad表示。构成定位误差的因素有哪些呢,主要表现为以下78个方面。当气胀卡…

气胀卡盘工件上每个表面的加工顺序总是先粗后细。粗加工去除了大部分余量,要求生产率高,精加工保证了工件的精度要求。对于加工精度要求较高的零配件,需要将整个工艺过程划分为粗加工和半精加工、在几个阶段,如精加工,在每个加工阶段之间安排热处理过程。处理分为阶段 如下…

在加工气胀卡盘时,应尽量使用定位基准与设计基准重合,以避免因基准不重合而引起的定位误差。通常,为了确保零件的设计尺寸采用两种定位方案。1、以底面为主要定位基准 2、以顶面为主要定位基准 由于铣刀是相对于夹具定位面(或机床工作台面)进行调整的,所以刀具调整后位置不会…
 扫一扫咨询微信客服
扫一扫咨询微信客服服务热线
