
24小时咨询热线:15176959931
联系人:熊先生
手 机:15176959931
电 话:15176959931
地 址:广州市天河区华观路1963号天虹科技园
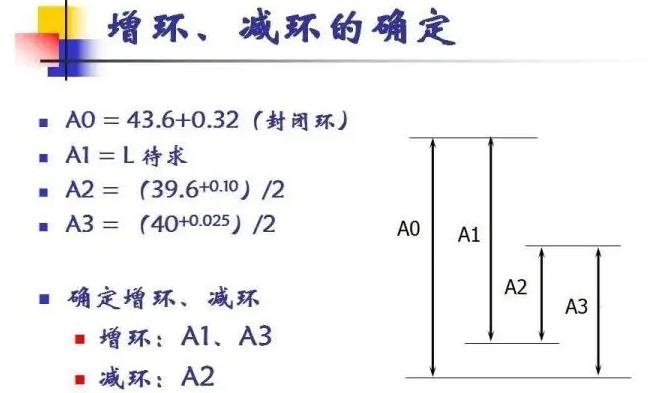
在真空辊装配尺寸链中,装配精度就是封闭环。而在工艺尺寸链中,封闭环的查找对初学者并非易事,因为如果真空辊加工方案发生变化,则封闭环与组成环就会发生变化。例如图所示零件,当以表面3定位车削表面1获得尺寸A1 、然后以表面1为测量基准车削表面2获得尺寸A2时,则间接获得…
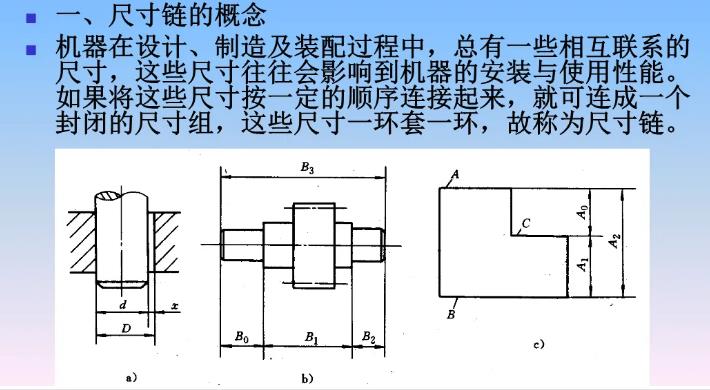
尺寸链是揭示真空辊加工和装配过程中尺寸之间内部联系的重要手段。图为定位套, A0与A1 ,对于图纸上标注的尺寸,当按零件图加工时,尺寸 Ao 直接测量不方便,但尺寸容易测量A2.间接保证加工A0要求。当然,这必须分析A1、A2和A0之间的内在关系。图为真空辊装入孔,其装配精度A0…

连杆加工工艺过程的大部分工序都采用统一的定位基准:一个缩面、小头孔及工艺凸台。这样有利于保证连杆的加工精度而且端面的面积大,定位也比较稳定。由于连杆的外形不规则,为了定位需要,在连杆体大头处作出工艺凸台,作为辅助基准面。连杆大、小头端面对称分布在杆身的两侧,…

连杆材料一般采用45钢或40Cr、45Mn2等优质钢或合金钢,也有采用球墨铸铁的。钢制连杆都用模锻制造毛坯。连杆毛坯的锻造工艺有两种方案:连杆体和盖分开锻造、连杆体和盖整体锻造。从锻造后材料的组织来看,分开锻造的连杆盖金属纤维是连续的,因此具有较高的强度;而整体锻造的…

齿形加工方案的选择,主要取决于齿轮的精度等级、结构形状、生产类型和齿轮的热处理方法及生产条件,对于不同精度的齿轮,常用的齿形加工方案如下:调质齿轮用滚齿或插齿就能满足要求。对于淬硬齿轮可采用:滚(插)齿齿端加工一淬火校正孔的加工方案,但在淬火前齿形加工精度应…

冷挤齿轮是一种真空辊齿轮无切屑光整加工新工艺,有些工厂已用它来替代剃齿。齿轮冷挤过程是挤轮与工件之间在一定的压力下按无侧隙啮合的自由对滚过程,是按展成原理的无切屑精加工。挤轮实质上是一个高精度的圆柱齿轮,有的挤轮还有一定的变位量,挤轮与齿轮轴线平行旋转。挤轮…
 扫一扫咨询微信客服
扫一扫咨询微信客服服务热线
